Что такое ручная дуговая сварка?

рис.1
Процесс ручной дуговой сварки состоит в том, что с помощью инвертора или трансформатора образуется электрическая дуга между кончиком электрода и поверхностью металла. Повышенная температура плавит металл и электрод, способствуя сплавке материалов. (рис. 1) Место, где металл соединяется с электродом, называется сварочной ванной. Стандартные размеры ванны:
- ширина 7-15 мм;
- длина 10-32 мм;
- глубина 5-6 мм.
Параметры сварочной ванны условны и зависят от разных факторов: режима сварки, формы краев свариваемых изделий, скорости движения электрода и других.
При расплавлении электрода, его покрытие образует защитный газовый слой, который не даёт прогорать металлу, а также защищает от воздействия кислорода. Образуется сварочный шов, покрытый слоем шлака. Шлак впоследствии удаляют с помощью молотка сварщика.
Ручная дуговая сварка очень популярна благодаря преимуществам:
- доступность;
- доступные расходные материалы и оборудование;
- не требует переналадка оборудования для сварки разных материалов;
- хорошее качество шва.
Это интересно: Схема подключения трехфазного двигателя через пускатель — рассматриваем развернуто
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата
Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость. Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
Прямая и обратная полярность
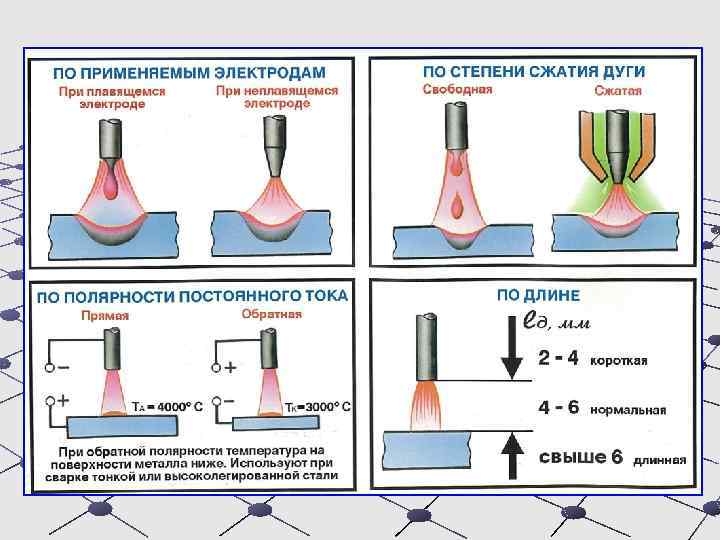
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.










Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.

Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная. В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
- Газопрессовая. Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
- Контактная. Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл.
- Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая. Используется в соединении листовых конструкций, требующих качественных и надежных швов.
- Термитная. Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия.
- Атомно-водная. Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
- Газовая. Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания










Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком
Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.








Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.